Motivation
Long fiber thermoplastics (LFT) can be processed using injection or compression molding. Compression molding enables higher fiber lengths, making this manufacturing technology preferable for structural applications. Among LFT, the main driving force in the automotive industry for series applications was for a long time represented by the group of glass mat thermoplastics (GMT).
With an eye toward the developments within the fourth industrial revolution, a digital twin of the manufacturing process is a powerful tool to support digital product development. Based on this, the part design can be optimized for manufacturability and required processing parameters can be determined.
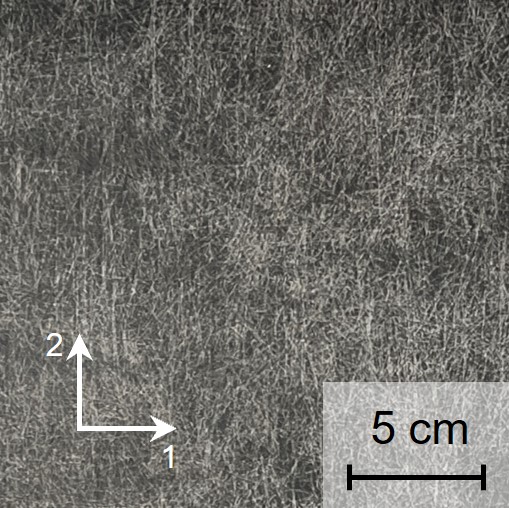
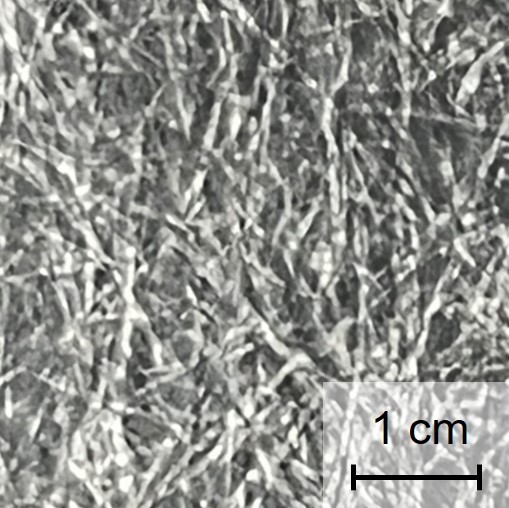
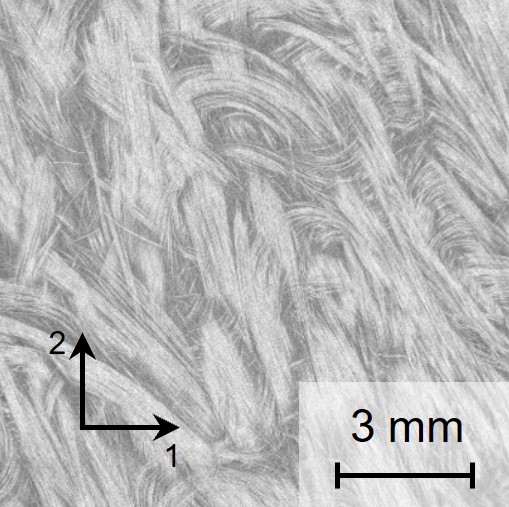
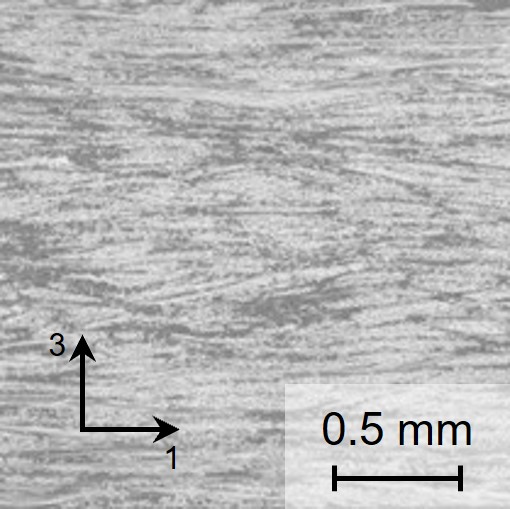
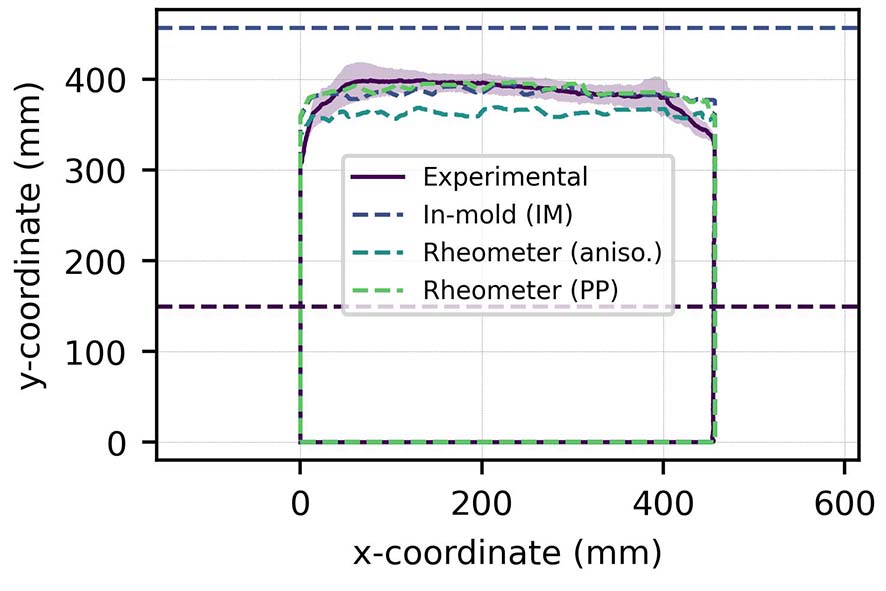
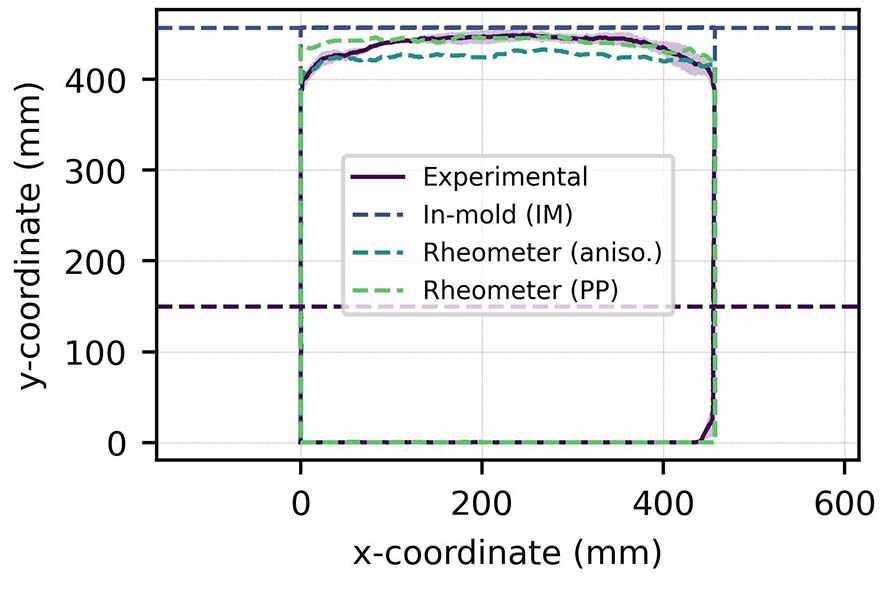
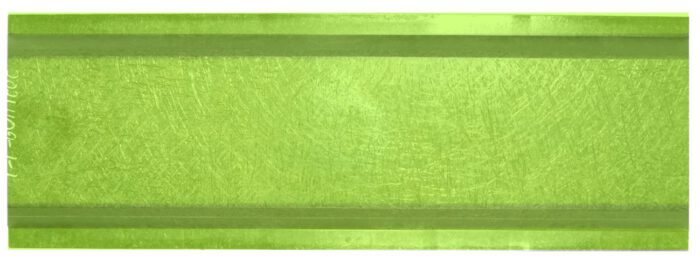
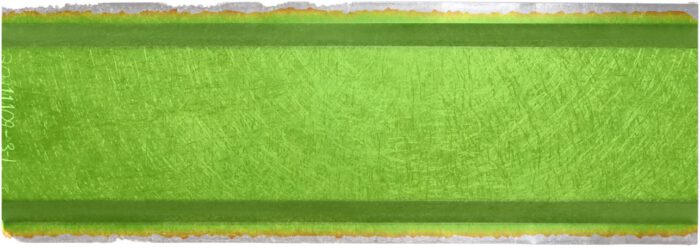
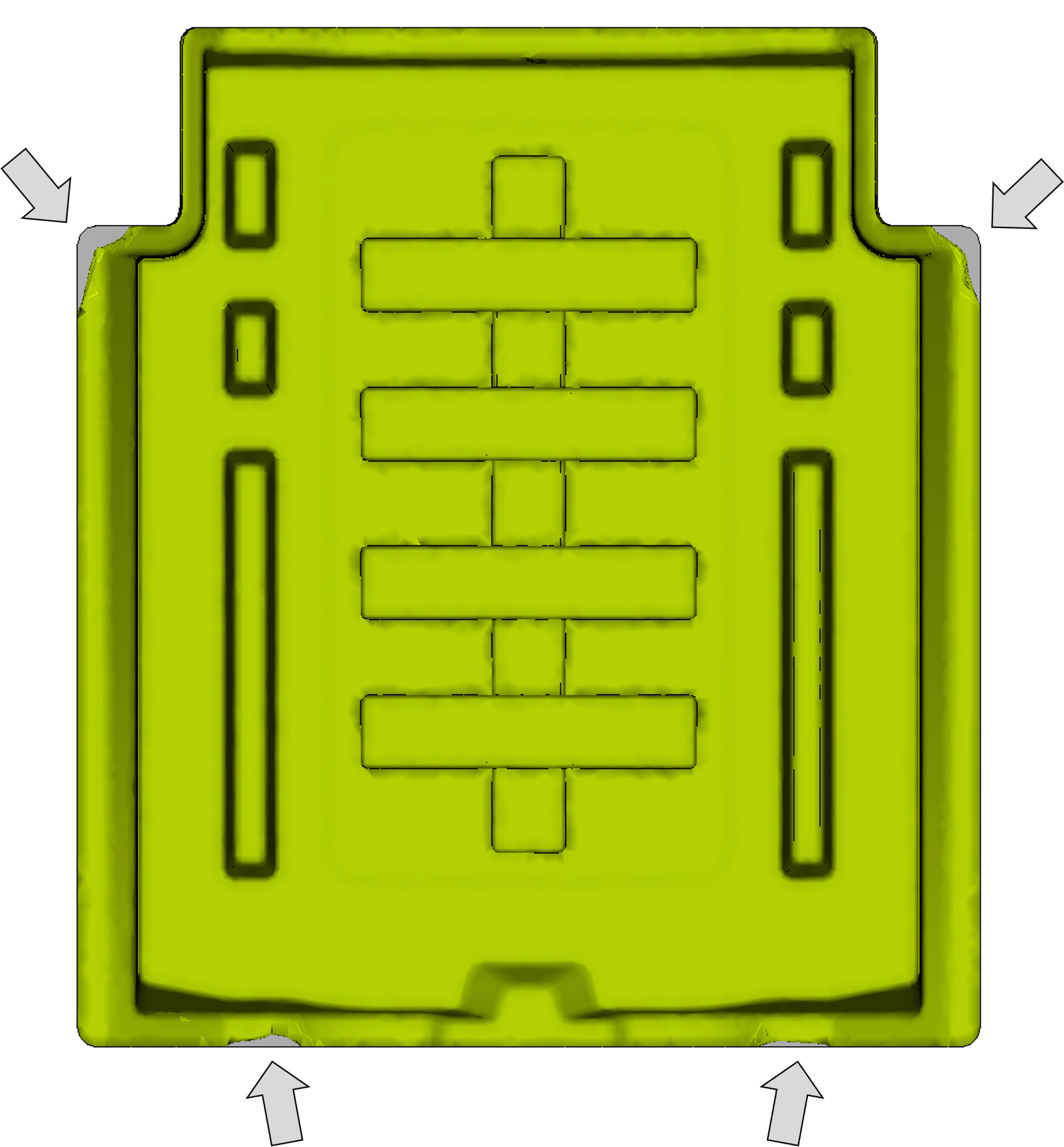
In this case study, a molding simulation for GMT materials is presented. The considered material is TEPEX® flowcore 102-RGR2400/47%, a GMT with an engineering polymer, i.e. PA6, which is manufactured by Lanxess, Bond Laminates.
The results originate from a collaboration project between General Motors Research & Development, the University of Western Ontario (UWO), and the Institute for Vehicle System Technology (FAST) of the Karlsruhe Institute of Technology (KIT) and have been published previously by Dörr et al [1,2].